

乐发∨Il
乐发∨Il手机:15836309390
Q Q : 472558302
邮箱:472558302@qq.com
乐发∨Il网址:pigrun.net
乐发∨Il地址:河南省滑县北环路城关工业园区北200米路西
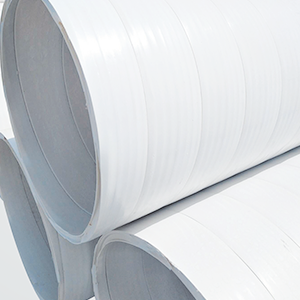
双扣缠绕管扩口不良的缺陷分析!
双扣缠绕管的使用范围越来越广泛,建设需求的增加,大量的低质量聚乙烯双扣缠绕管也加入市场,牟取暴利的行为,这将不是一个基础不能区分,形成一个巨大的损失给客户。为了使客户选择不被复盖,下面PVC缠绕管厂家来介绍双扣缠绕管墙不平整的原因分析:

聚乙烯双扣缠绕管内壁不平整,其主要原因是真空度低、水套温度过高、内层过薄。真空度小应检查内真空管是否疏通,真空泵是否正常运行等。夹套温度高通常是由冷却水水温高或冷却水流量小引起的。
双扣缠绕管有扩口不良的缺陷。燃除不良可分为以下几种情况:
1.在铰刀末端的内层有一个凹极限。其原因一般是扩眼器后波和第2波的气压过小;扩口后波、第2波内壁过厚;内部真空度小或内部真空度启动太晚;原材料韧性差等。
2.扩口前部内层有凹面极限,一般是由于内气启动过早造成的;水套与模内模块线偏离(成型机与水套不在中间);内壁厚度较薄;内部的真空过早地停止了。
3.不完全扩口的末端无论如何调整都不能贴附。原因通常是内部电荷提前结束,燃除提前结束

4.如果外燃的内外层没有很好的附着,如果外燃开始出现,则内气发射较晚或对应截面的气压太小;如果发生在末端,可能是由于内气的早期末端或扩口的早期末端,或者是由于相应部分的压力太小。如果从头到尾粘的不好,可能是原料的作用或温度的原因。
5、内吹的原因通常有内气压过大;原材料耐受性差;内层太薄;喇叭口启动晚或喇叭口排气管路不平整;原料中的杂质;材料塑化不良等。
6.扩口端内层充满材料。这种现象往往导致双扣缠绕管向内凹扩口。原因是扩口端内层过厚。此段成形机减速幅度过大;前段内装费用过高;内层材料温度过高,导致毛坯过软;这部分外层毛坯太厚了。